? Common Questions & Answers
What are the core advantages of these solutions?
Our solutions focus on high efficiency, safety, and smart integration, ensuring reliable performance across various industrial and commercial applications.
How is product quality ensured during manufacturing?
Every product undergoes rigorous testing protocols and adheres to international standards to maintain the highest levels of durability and safety.
Are the products compatible with global technical standards?
Yes, our equipment is designed and certified to meet diverse international technical requirements, making it suitable for global deployment.
What kind of technical support is available?
Comprehensive technical documentation and professional guidance are provided to assist with installation, operation, and troubleshooting.
Can the equipment operate in extreme environmental conditions?
The products are built with high-grade materials that provide excellent resistance to temperature fluctuations, moisture, and dust.
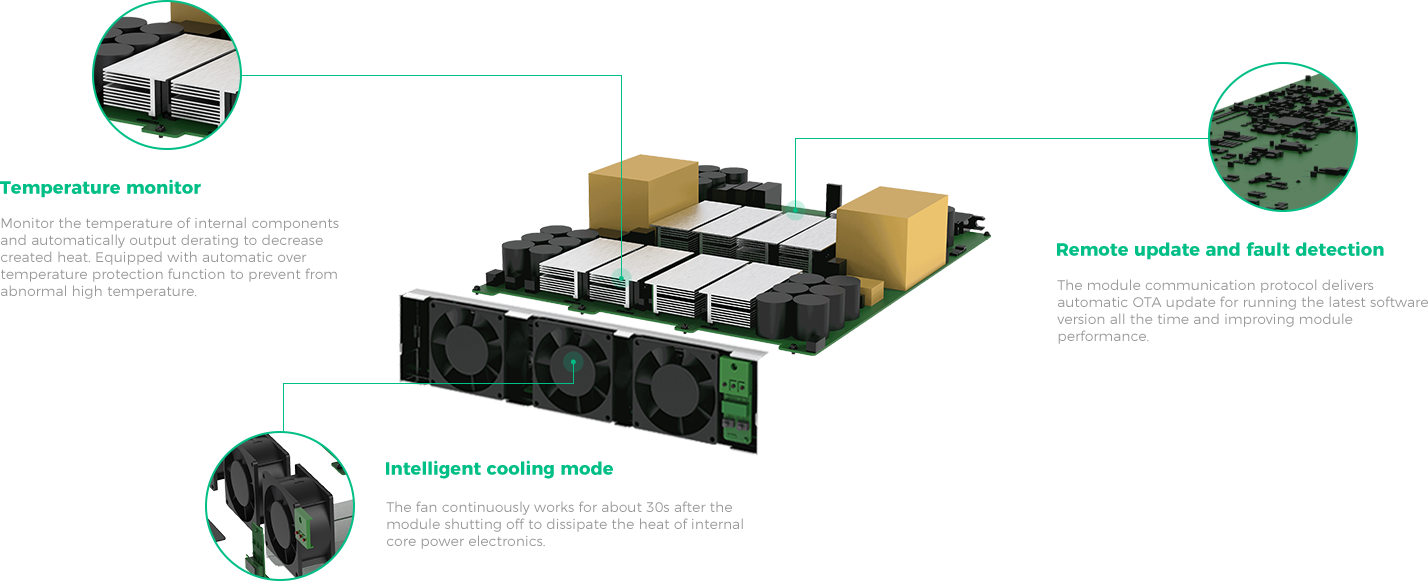
How do smart features improve user experience?
Integrated smart monitoring allows for real-time data tracking, remote diagnostics, and optimized performance management.