Frequently Asked Questions
What are the core technical advantages of this solution?
Our solution integrates advanced smart-control technology, ensuring high efficiency and stability while significantly reducing energy consumption. It is designed to meet rigorous industrial standards for long-term reliability.
Is the product compatible with international standards?
Yes, all components are designed and tested to comply with major global safety and performance certifications, ensuring seamless integration into diverse market environments.
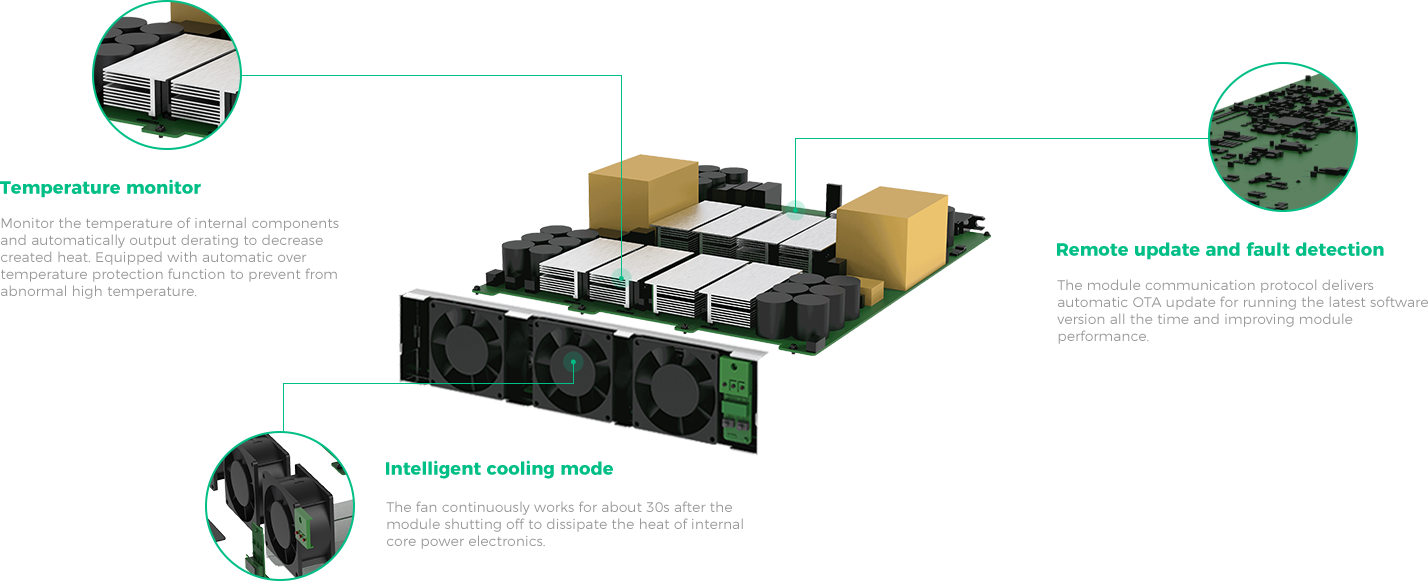
How does the system handle extreme environmental conditions?
The hardware features high-grade protective enclosures (IP-rated) and internal thermal management systems, allowing it to operate reliably in extreme heat, cold, and high-humidity conditions.
Can the system be customized for specific project requirements?
Absolutely. We offer modular design options that allow for adjustments in power output, interface specifications, and software integration to suit unique operational needs.
What kind of maintenance is required for optimal performance?
The system is designed for low maintenance with self-diagnostic features. Periodic remote firmware updates and standard visual inspections are typically sufficient to maintain peak performance.
Does the software support real-time monitoring?
Yes, our integrated platform provides real-time data analytics, status alerts, and remote management capabilities via a secure cloud interface for enhanced operational control.