Frequently Asked Questions
What are the key technical advantages of these solutions?
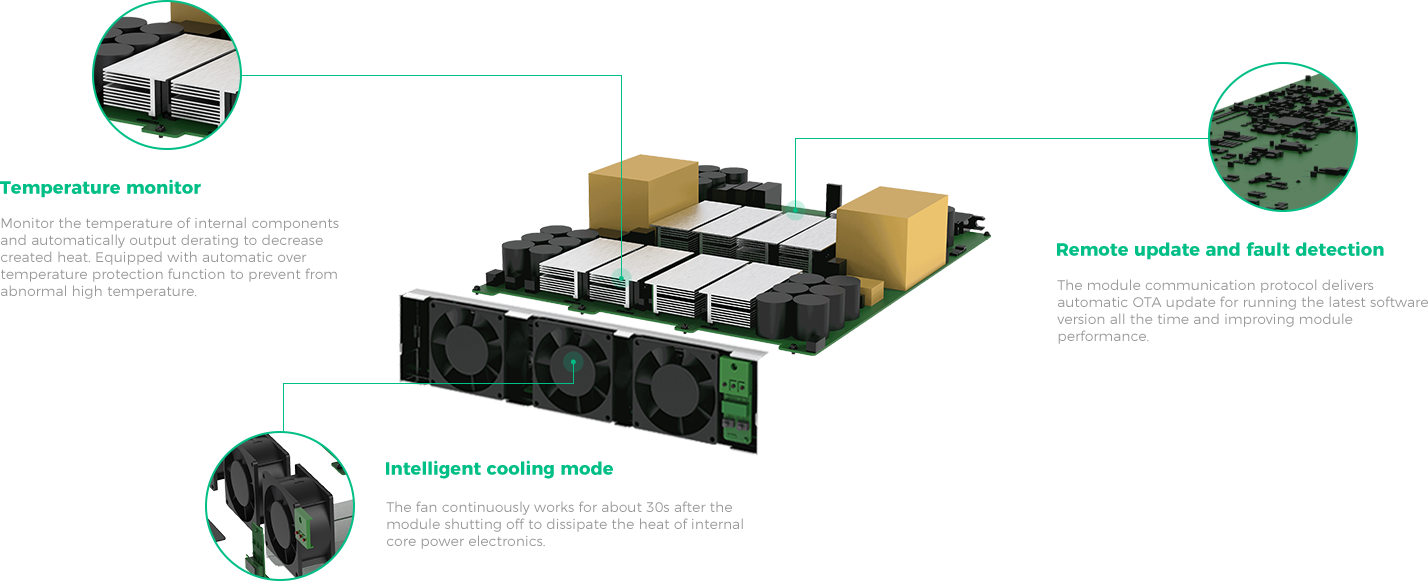
Our solutions focus on high efficiency, safety stability, and intelligent integration to ensure optimal performance across various operational environments.
Are the products compliant with international safety standards?
Yes, all products undergo rigorous testing and meet global certification requirements, including CE and RoHS, ensuring long-term reliability and safety.
How does the intelligent control system work?
The system utilizes advanced chips for real-time monitoring and automated adjustments, providing users with a seamless and high-tech experience.
Is technical support available for installation and maintenance?
We provide comprehensive technical guidance and professional maintenance protocols to ensure the equipment operates at peak performance throughout its lifecycle.
Can the equipment be customized for specific project requirements?
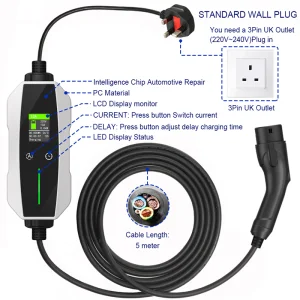
We offer flexible configurations to meet diverse professional needs, allowing for adaptations in technical parameters and structural layout.
What is the estimated service life of these products?
Designed with high-quality materials and industrial-grade components, our equipment is built for durability with a long expected service life under standard operating conditions.