Q1. What are the primary advantages of this solution?
Our solution offers industry-leading efficiency, robust safety features, and seamless integration for high-performance requirements, ensuring long-term reliability and cost-effectiveness.
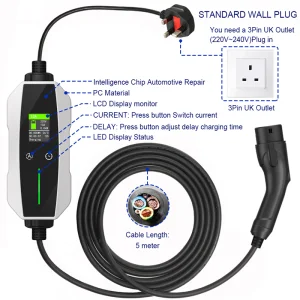
Q2. Is the equipment compatible with international standards?
Yes, all components are designed and tested to meet major global safety and performance standards, ensuring compatibility across different regions and regulatory environments.
Q3. How does the system handle extreme weather conditions?
The equipment features high-grade protective housing with advanced weatherproofing technology, allowing for stable operation in extreme temperatures, humidity, and dusty environments.
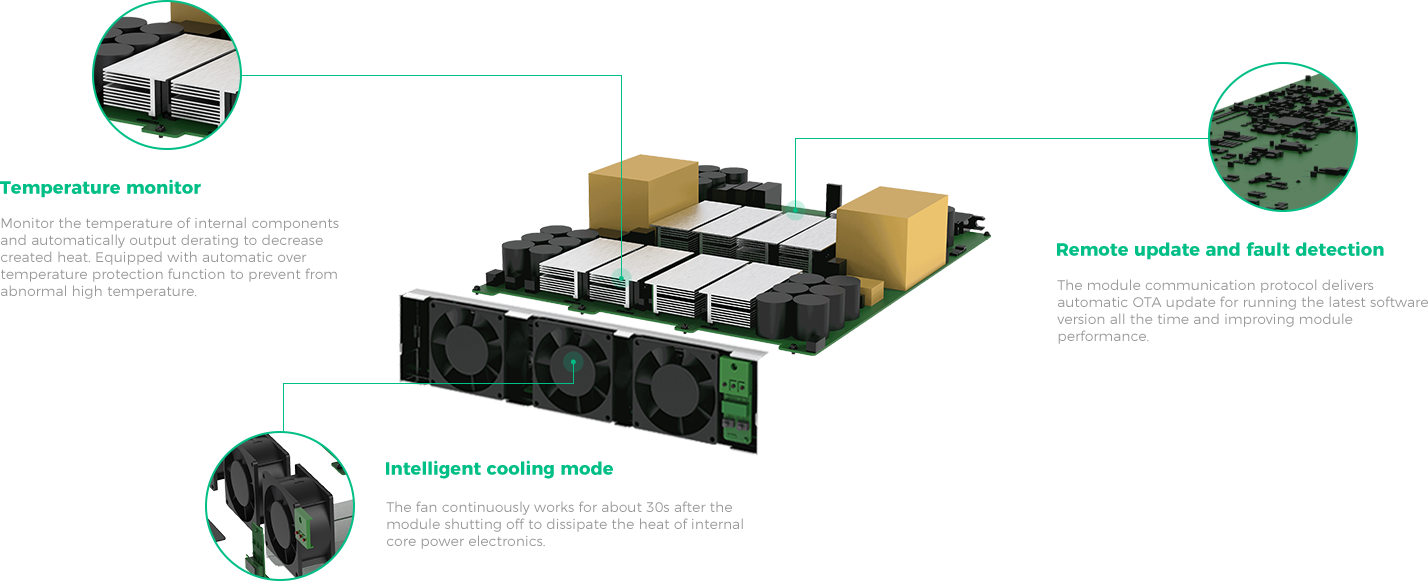
Q4. What kind of intelligent features are integrated?
The system includes smart monitoring, real-time data feedback, and automated safety shutdowns to optimize performance and prevent potential technical issues before they occur.
Q5. What is the typical lifespan of these products?
Built with premium industrial-grade materials, our products are engineered for longevity, typically providing over 10 years of reliable service with standard maintenance.
Q6. How easy is the installation and setup process?
The modular design allows for rapid installation and simplified configuration, significantly reducing setup time and labor costs for large-scale deployments.